



想知道采购数控钢筋自动滚丝线十年行业经验产品为何如此受欢迎?观看视频,答案自在其中。
以下是:采购数控钢筋自动滚丝线十年行业经验的图文介绍
建贸机械设备有限公司为您提供详细的 河北邯郸钢筋弯曲中心产品报价、参数、图片等商品信息,如需进一步了解 河北邯郸钢筋弯曲中心,请与厂家直接联系。


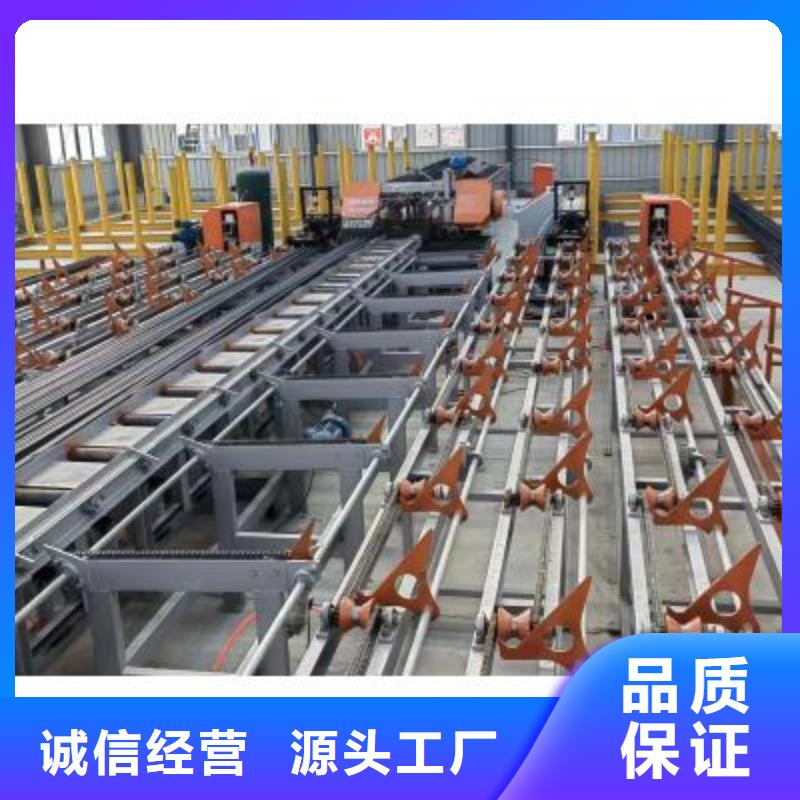
河北邯郸钢筋镦粗套丝打磨生产线机构说明:该智能钢筋镦粗、套丝、打磨生产线主要由以下几部分组成:1、机部分:将收料线上翻出的圆钢(或螺纹钢)至下一级机构--分料平台。2、分料平台:将机批量上来的圆钢(或螺纹钢)逐根分料传送至下一级机构---镦粗线3、电源箱:电气元件的安装和控制平台。4、镦粗机(分为左、右两条线):将锯切好的圆钢(或螺纹钢)分左右两顿一次镦粗,完成后翻料至套丝线5、套丝线(分为左、右两条线): 将分料平台送来的每根圆钢(或螺纹钢)分左、右两端依次套丝,套丝完成后翻料 至 打磨线。6、打磨线: 将套丝线送来的钢筋两端分左右依次打磨平整,然后翻落至多级储料仓。7、储存仓:用于加工成品的存储。设备维护和保养1、新机运行30小时后,检查并紧固各螺栓。2、新机运行200小时后更换减速器油。3、新机运行100小时后(大约15天)更换锯切机液压油。4、 以后每间隔2周给套丝打磨生产线的所有润滑点(各转动部件、轴承、链条、链轮等)加注相应的润滑油脂(钙基黄油)。5、 以后每年更换一次液压油、减速器油。6、液压油:长城46#液压油(或MHM68或MHM100抗磨液压油)。7、减速机油:MIEP320或MIEP460中负荷工业齿轮油。8、润滑油:普通钙基脂黄油。9、经常用刷子清理滚动和滑动零部件下面的氧化铁皮和杂物,保护滑动面清洁。10、经常检查螺栓螺母的紧固情况,如有松动应及时紧固。11、机器出现不正常的异响,应及时停机检查,排除问题后方可使用12、每班工作完成后,应当切断电源,清理各部位尘埃及杂物。13、机器长期不用时,应关闭电源,注意通风防潮,入库或遮盖,机器上所有外露的加工部位均应涂上防锈油。14、所有运转部位如轴承、链轮、链条、锯切机油泵及轴承油嘴每班班前检查有无缺油现象,如有,应及时加注。15、开机前应先检查锯切机液压油箱是否缺油,如有缺油现象,要添加至规定油位(长城46#液压油)。17、开机前检查套丝机、打磨机各部位及液压油、冷却液等是否符合要求。



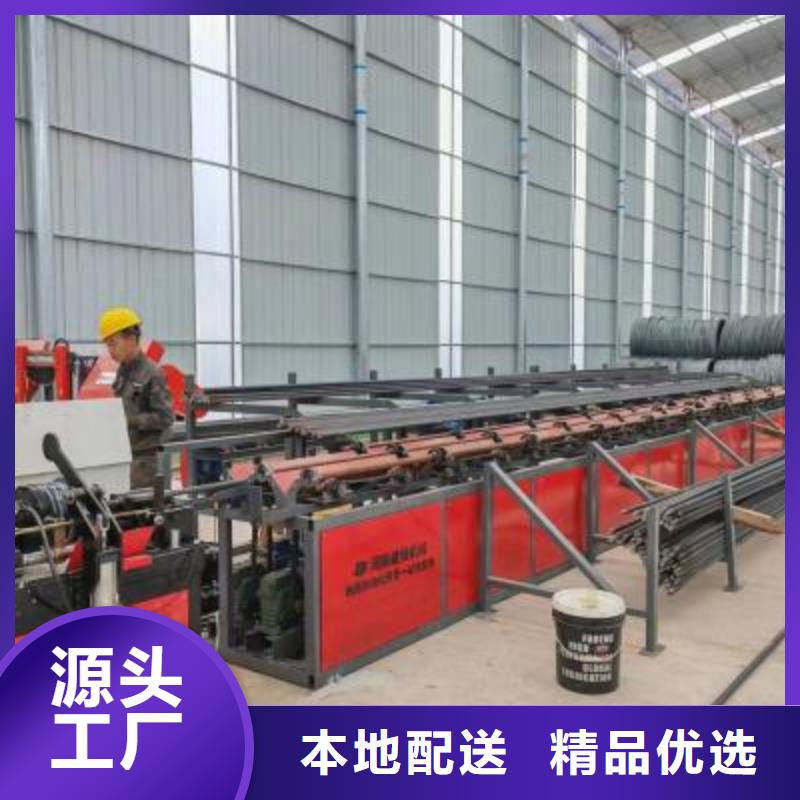
河北邯郸锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大锯切过程中,钢筋不会转动减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。



河北邯郸数控棒材钢筋剪切线产品特点:剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高。液压式剪切系统,故障率低,可靠性高,剪切能力强。3、多挡板设计,定位速度快,效率高。双向收料,成品存放量提高一倍。配置套载,可大大提高材料的利用率 剪后辊道采用丝杆升降电机整体驱动,调整尺寸准、快速、方便。剪后辊道卸料杆分为三段设计,可根据不同钢筋长度满足单独工作、配合工作、同时工作的需求,可节省用气量,提高响应速度。整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,限度延长了设备的使用寿命。数控钢筋剪切生产线产品简介: 河北邯郸数控棒材钢筋剪切线(又名河北邯郸数控钢筋剪切线,河北邯郸钢筋剪切生产线,河北邯郸全自动钢筋剪切线等)设备产品介绍:结合钢筋实际加工情况而研发的一种钢筋剪切设备,用于棒材钢筋的切断。通过伺服电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,可剪切各种长度的钢筋。河北邯郸数控钢筋剪切生产线采用液压剪切方式,体积小、剪切力大、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长。?